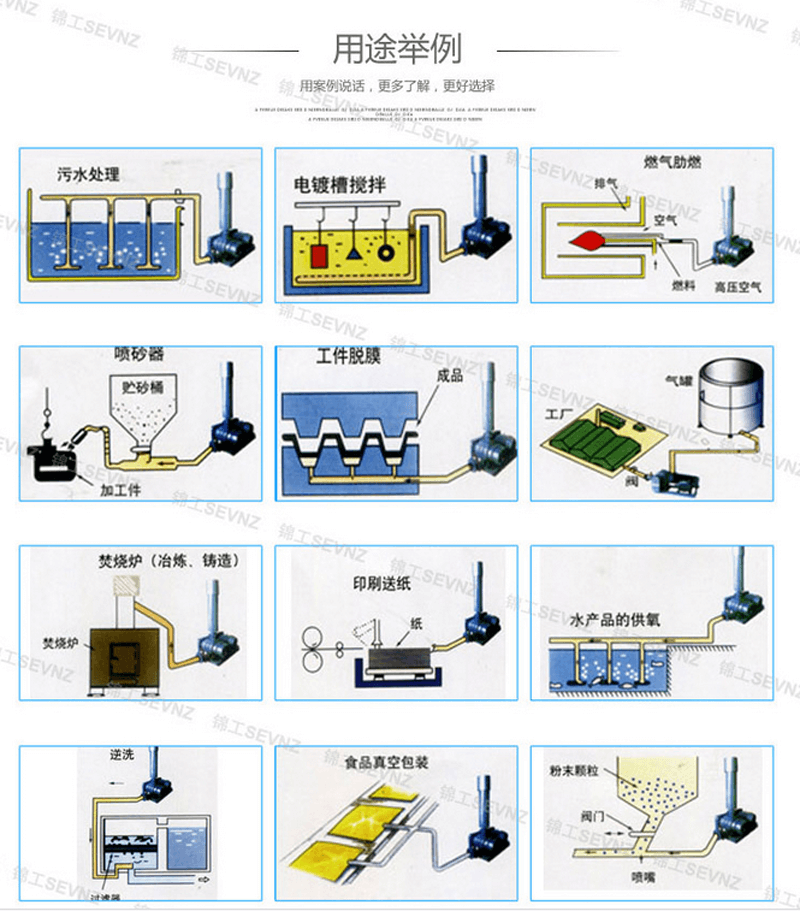
羅茨鼓風機工作原理及常見用途
找風力發電機+葉片的結構示意圖,發電機,風力發電機葉片的結構,在風機葉片設計中_翼型和結構會直接影響到風力發電機組的功率及性能,風力發電機為什么是三葉片的上中國路面機械網,本網站為你提供風力發電機+葉片的結構示意圖產品信息,包括風力發電機+葉片的結構示意圖品牌,發電機價格,發電機圖片,廠家,產地,材料等,海量的風力發電機+葉片的結構示意圖信息供你參考。
移動版:風力發電機+葉片的結構示意圖
繁體版:風力發電機+葉片的結構示意圖

風力發電的原理,是利用風力帶動風車葉片旋轉,再透過增速機將旋轉的速度提升,來促使發電機發電;它由機頭、轉體、尾翼、葉片組成,各部分功能為:葉片用來接受風力并通過機頭轉為電能;尾翼使葉片始終對著來風的方向從而獲得最大的風能;轉體能使機頭靈活地轉動以實現尾翼調整方向的功能;機頭的轉子是永磁體,定子繞組切割磁力線產生電能。 風力發電機因風量不穩定,故其輸出的是13~25V變化的交流電,須經充電器整流,再對蓄電瓶充電,使風力發電機產生的電能變成化學能。然后用有保護電路的逆變電源,把電瓶里的化學能轉變成交流220V市電,才能保證穩定使用。使用風力發電機,就是源源不斷地把風能變成我們家庭使用的標準市電,其節約的程度是明顯的,一個家庭一年的用電只需20元電瓶液的代價。而現在的風力發電機比幾年前的性能有很大改進,以前只是在少數邊遠地區使用,風力發電機接一個15W的燈泡直接用電,一明一暗并會經常損壞燈泡。而現在由于技術進步,采用先進的充電器、逆變器,風力發電成為有一定科技含量的小系統,并能在一定條件下代替正常的市電。風力發電機一般有風輪、發電機(包括裝置)、調向器(尾翼)、塔架、限速安全機構和儲能裝置等
本發明涉及一種風力發電技術領域,尤其涉及一種風電葉片的根部結構及其制造方法、風電葉片。
背景技術:
隨著環境污染問題的日益嚴重,清潔能源的利用越來越受到重視。而風能作為重要的清潔能源,已經得到了廣泛的應用。風電葉片是風力發電設備的重要部件,通常情況下,需要將風電葉片的根部與輪轂連接。為了捕獲更多風能提高風機發電功率,一般會增加風電葉片尺寸,但風電葉片的長度越大,其根部的彎矩就越大,這就對風電葉片的根部與輪轂的連接強度有了更高的要求。
現有技術中,風機葉片的根部結構也越來越多的采用螺栓套預埋工藝,在風機葉片的本體進行樹脂導入成型之前,在葉片模具的根部位置放入螺栓套并固定,并在螺栓套之間放置楔形條進行填充,在注入樹脂后,使螺栓套與其他結構材料粘結為一體。從而將螺栓套與風電葉片的根部結構連接在一起,使得風電葉片能夠直接通過螺栓與輪轂連接。
以上這種現有風機葉片的根部結構中,楔形條與螺栓套難以緊密貼合,且接觸面較小。使得在注入樹脂后,螺栓套周圍容易形成富樹脂堆積或灌注空腔,而富樹脂堆積或灌注空腔的區域強度和粘合力較低,由于葉片在使用過程中會承受較大載荷,此時,可能會造成螺栓套從葉片根部拔出的情況,導致葉片根部和輪轂的連接處現松動甚至脫落,從而造成設備損壞或引起安全事故。因此,如何避免富樹脂堆積或灌注空腔,以提高產品可靠性是亟待解決的技術問題。
在所述背景技術部分公開的上述信息僅用于加強對本發明的背景的理解,因此它可以包括不構成對本領域普通技術人員已知的現有技術的信息。
技術實現要素:
本發明的目的在于克服上述現有技術的不足,提供一種可避免富樹脂堆積或灌注空腔,以提高產品可靠性的風電葉片的根部結構及其制造方法、風電葉片。
為實現上述目的,本發明采用如下技術方案:
根據本發明的一方面,提供一種風電葉片的根部結構,包括纖維增強復合材料的本體,所述本體內為內嵌體,所述內嵌體包括拼接的多個螺栓套組件和輕質材料的拼合件;多個所述螺栓套組件沿葉根周向間隔布置;所述拼合件包括多個第一拼接體和多個第二拼接體,多個所述第一拼接體和多個所述螺栓套組件一一間隔排列,多個所述第二拼接體一一對應的抵靠在多個所述螺栓套組件朝向風電葉片頂部的一端;各個所述第一拼接體的兩側均形成有凹部,任一所述螺栓套組件和與其抵靠的所述第二拼接體均與所述第一拼接體兩側的所述凹部匹配貼合。
根據本發明的一實施方式,多個所述第一拼接體均包括本部和楔形部,所述楔形部形成于所述本部上靠近所述風電葉片頂部的一端,所述本部兩側均形成有第一凹槽,所述楔形部兩側均形成有第二凹槽,所述第一凹槽和所述第二凹槽貫通形成所述凹部,所述第一凹槽與所述螺栓套組件匹配貼合,所述第二凹槽與所述第二拼接體匹配貼合。
根據本發明的一實施方式,所述螺栓套組件包括螺栓套和玻璃纖維層,所述螺栓套包括套體、第一凸臺和多個第二凸臺,所述第一凸臺形成于所述套體的側面上遠離所述第二拼接體的一端,多個所述第二凸臺沿遠離所述第一凸臺的方向依次形成于所述套體的側面上,且所述第二凸臺小于所述第一凸臺,所述玻璃纖維層包覆并貼合所述螺栓套側面上除所述第一凸臺外緣以外的區域,且所述玻璃纖維層外表面與所述第一凸臺外緣平齊。
根據本發明的一實施方式,所述螺栓套的至少一個所述第二凸臺為錐形結構,且所述錐形結構的小端朝向所述第二拼接體設置。
根據本發明的一實施方式,所述螺栓套靠近所述第二拼接體一端為封閉結構。
根據本發明的一實施方式,所述第二拼接體沿所述本體的徑向設有多個徑向孔,所述本體與多個所述徑向孔對應的位置形成有延伸至多個所述徑向孔內的多個延伸部。
根據本發明的一實施方式,多個所述徑向孔陣列分布于所述第二拼接體上。
根據本發明的一實施方式,所述螺栓套為圓形螺栓套,且所述螺栓套組件為圓柱形結構,所述第一凹槽的表面為圓弧形面。
根據本發明的另一方面,提供一種風電葉片的根部結構的制造方法,用于制造本發明的風電葉片的根部結構,包括如下步驟:
提供一可用于成型風電葉片的根部結構的模具;
鋪設外玻璃纖維層,在所述模具內與所述根部結構外壁對應的位置鋪設外玻璃纖維層;
安裝螺栓套組件,將所述螺栓套組件置于所述外玻璃纖維層上并保持固定;
安裝第二拼接體,將第二拼接體抵靠于所述螺栓套組件靠近風電葉片頂部的一端;
安裝第一拼接體,在所述螺栓套組件的兩側分別放置第一拼接體,使所述第一拼接體的凹部表面與螺栓套組件匹配貼合;
重復所述安裝螺栓套組件步驟和所述安裝第一拼接體步驟,直至安裝完所有的所述螺栓套組件、所述第二拼接體和所述第一拼接體;
鋪設內玻璃纖維層,所述內玻璃纖維層覆蓋所述螺栓套組件、所述第一拼接體和所述第二拼接體;
灌注成型,向所述模具內灌注樹脂,加熱固化。
根據本發明的再一方面,提供一種風電葉片,本發明的風電葉片的根部結構風電葉片風。
由上述技術方案可知,本發明具備以下優點和積極效果中的至少之一:通過所述第一拼接體可將所述螺栓套組件和所述第二拼接體夾緊定位。由于任一所述螺栓套組件和與其抵靠的所述第二拼接體均與所述第一拼接體兩側的所述凹部匹配貼合,即任一所述螺栓套組件和與其抵靠的所述第二拼接體均與所述第一拼接體的兩側隨形貼合,從而有利于增大所述螺栓套組件和所述第一拼接體的接觸面;也有利于增大所述第二拼接體和所述第一拼接體的接觸面。避免在注入樹脂后,在所述螺栓套組件周圍形成富樹脂堆積或灌注空腔,從而有利于增大所述螺栓套組件和周圍材料的粘合力,降低了所述螺栓套組件從所述根部結構拔出的風險。同時,由于所述螺栓套組件和所述第一拼接體的接觸面增大,使得所述螺栓套組件和所述第一拼接體間的摩擦力增大,從而進一步降低所述螺栓套組件從所述根部結構拔出的風險。從而可提高產品的可靠性,也就是使所述根部結構和具有所述根部結構的風電葉片更加可靠,此外,由于所述拼合件包括多個第一拼接體和多個第二拼接體,便于成型制造,并可分別獨立安裝,方便操作。所述內嵌體包括拼接的多個螺栓套組件和所述拼合件,所述拼合件與所述螺栓套組件互相夾緊,不易松脫,使得內嵌體的結構緊湊、穩固,有利于進一步提高產品可靠性,且便于制造。
附圖說明
通過參照附圖詳細描述其示例實施方式,本發明的上述和其它特征及優點將變得更加明顯。
圖1是本發錦工電葉片的根部結構一實施方式的局部結構示意圖;
圖2是圖1中的根部結構的局部剖視圖;
圖3是圖1中的根部結構的內部的局部結構示意圖;
圖4是圖1中第一拼接體的第一示例的結構示意圖;
圖5是圖1中第一拼接體的第二示例的結構示意圖;
圖6是圖1中第一拼接體的第三示例的結構示意圖;
圖7是圖1中第一拼接體的第四示例的結構示意圖;
圖8是圖1中第二拼接體的第一示例的結構示意圖;
圖9是圖1中第二拼接體的第二示例的結構示意圖;
圖10是圖1中螺栓套的第一個示例的結構示意圖;
圖11是圖10中的螺栓套的剖視圖;
圖12是圖1中螺栓套的第二個示例的結構示意圖;
圖13是圖12中螺栓套的剖視圖;
圖14是圖1中螺栓套的第三個示例的結構示意圖;
圖15是圖14中螺栓套的剖視圖;
圖16是本發錦工電葉片的根部結構的制造方法一實施方式的流程圖;
圖17是圖16的制造方法中安裝完所有的螺栓套組件、第二拼接體和第一拼接體的后局部結構示意圖;
圖18是圖16的制造方法中灌注成型后的結構示意圖。
圖中:1-本體;11-外玻璃纖維層;12-內玻璃纖維層;2-螺栓套組件;21-螺栓套;201-內螺紋;211-套體;212-第一凸臺;213-第二凸臺:22-玻璃纖維層;3-第一拼接體;301-凹部;311-第一凹槽;321-第二凹槽;31-本部;32-楔形部;4-第二拼接體;5-葉片模具。
具體實施方式
現在將參考附圖更全面地描述示例實施方式。然而,示例實施方式能夠以多種形式實施,且不應被理解為限于在此闡述的實施方式;相反,提供這些實施方式使得本發明將全面和完整,并將示例實施方式的構思全面地傳達給本領域的技術人員。圖中相同的附圖標記表示相同或類似的結構,因而將省略它們的詳細描述。
雖然本說明書中使用相對性的用語,例如“上”“下”來描述圖標的一個組件對于另一組件的相對關系,但是這些術語用于本說明書中僅出于方便,例如根據附圖中所述的示例的方向。能理解的是,如果將圖標的裝置翻轉使其上下顛倒,則所敘述在“上”的組件將會成為在“下”的組件。其他相對性的用語,例如“高”“低”“頂”“底”“前”“后”“左”“右”等也作具有類似含義。當某結構在其它結構“上”時,有可能是指某結構一體形成于其它結構上,或指某結構“直接”設置在其它結構上,或指某結構通過另一結構“間接”設置在其它結構上。
本權利要求書中,用語“一個”、“一”、“該”、“所述”和“至少一個”用以表示存在一個或多個要素/組成部分/等;用語“包含”、“包括”和“具有”用以表示開放式的包括在內的意思并且是指除了列出的要素/組成部分/等之外還可存在另外的要素/組成部分/等;用語“第一”、“第二”和“第三”等僅作為標記使用,不是對其對象的數量限制。
圖1是本發錦工電葉片的根部結構一實施方式的局部結構示意圖,圖2是圖1中的根部結構的剖視圖,圖3是圖1中的根部結構的內部的局部結構示意圖,如圖1至圖3所示,本實施方式所述的根部結構,包括纖維增強復合材料的本體1,本體1內為內嵌體,內嵌體包括拼接的多個螺栓套組件2和輕質材料的拼合件;拼合件包括多個第一拼接體3和多個第二拼接體4。本發明實施例中內嵌體是由多個預制部件拼合而成,內嵌體中各部件可規則地緊密貼合,且各部件間也可選擇設有一定的卡合定位結構,不僅可避免富樹脂堆積或灌注空腔,還能以內嵌體來整體提升葉根結構的結構強度,提升各螺栓套組件2與本體1纖維增強復合材料結合強度的穩定性。且,在本體1纖維增強復合材料成型時,能與纖維增強復合材料強力地結合為一體。
在本實施方式中,多個螺栓套組件2沿葉根周向間隔布置于本體1內,相鄰兩個螺栓套組件2不接觸;同時,多個第一拼接體3和多個螺栓套組件2一一間隔排列,即相鄰兩個螺栓套組件2之間具有一第一拼接體3,相鄰兩個第一拼接體3間具有一螺栓套組件,多個螺栓套組件2和多個第一拼接體3互相夾緊;多個第二拼接體4一一對應的抵靠在多個螺栓套組件2朝向風電葉片頂部的一端,即任一螺栓套組件2朝向風電葉片頂部的一端均抵靠有一個第二拼接體4;螺栓套組件2內可形成有內螺紋201,且內螺紋201位于螺栓套組件2朝向風電葉片頂部的一端內。
在本實施方式中,各個第一拼接體3的兩側均形成有凹部301,使第一拼接體3為工字型結構,且相鄰兩個第一拼接體3的凹部301相對。任一螺栓套組件2均與其兩側的第一拼接體3的凹部301匹配貼合,所述匹配貼合的意思是螺栓套組件2的表面與凹部301的表面貼合;同時,其螺栓套組件2抵靠的第二拼接體4也與第一拼接體3兩側的凹部301匹配貼合,也就是說,相鄰兩個第一拼接體3的凹部301同時夾持有一個螺栓套組件2和與其抵靠的第二拼接體3,從而將螺栓套組件2和第二拼接體3固定,并使接觸面最大化。
在本實施方式中,為了適應風電葉片根部的漸縮的形狀,即本體1為漸縮的形狀,多個第一拼接體3均可包括本部31和楔形部32,楔形部32形成于本部31上靠近風電葉片頂部的一端。為了同時適應螺栓套組件2和第二拼接體4的外形,本部31兩側均形成有第一凹槽311,且第一凹槽311可與螺栓套組件2形狀和尺寸相匹配,楔形部32兩側均形成有第二凹槽321,且第二凹槽321與第二拼接體4的形狀和尺寸相匹配,第一凹槽311和第二凹槽321貫通形成凹部301,使得同一凹部301可同時匹配貼合螺栓套組件2和與其抵靠的第二拼接體4,即第一凹槽311與螺栓套組件2匹配貼合,第二凹槽321與第二拼接體4匹配貼合,結構簡單,便于安裝。
在本實施方式中,第一拼接體3可以有多種實施方式,以下舉例說明:
如圖4所示,圖4為圖1中第一拼接體3的第一個示例的結構示意圖,第一拼接體3整體可為直角梯形結構,楔形部32位于該直角梯形結構具有斜面的一端,本部31為另一端,第一凹槽311和第二凹槽321為直徑相同的弧形槽,從而形成表面光滑的凹部31。
如圖5所示,圖5為圖1中第一拼接體3的第二個示例的結構示意圖,第一拼接體3的本部31為長方體結構,所述長方體結構的兩側形成有第一凹槽311,楔形部32為直角梯形結構,所述直角梯形結構的側面與本部31與所述楔形部32對接的端面間的區域即為第二凹槽321。
如圖6所示,圖6為圖1中第一拼接體3的第三個示例的結構示意圖,如圖7所示,圖7為圖1中第一拼接體3的第四個示例的結構示意圖。其中,第一拼接體3的第三個示例和第四個示例的結構與第一個示例相似。區別在于,如圖5所示,所述第一個示例中的楔形部32的斜面可被一內凹的曲面替代以形成所述第三個示例;或者,如圖6所示,所述第一個示例中的楔形部32的斜面還可被一曲面和平面相拼接的表面替代以形成所述第四個示例,其他結構在此不再贅述。
在本實施方式中,第二拼接體4可以有多種實施方式,以下舉例說明:
圖8為圖1中第二拼接體4的第一個示例的結構示意圖。如圖8所示,第二拼接體4為圓柱狀結構,該圓柱狀結構的一端面為斜面,具體可為一圓柱經斜切后形成的結構;
圖9為圖1中第二拼接體4的第二個示例的結構示意圖。如圖9所示,第二拼接體4為直角梯形結構。
在本實施方式中,由于第二拼接體4需要與第一拼接體3的凹部31匹配。因此,第一拼接體3的各個示例不能和第二拼接體4的各個示例自由組合,需要選擇可相互匹配的第一拼接體3和第二拼接體4,例如,第一拼接體3的第一個示例、第三個示例和第四個示例均可與第二拼接體4的第一個示例匹配,第一拼接體3的第二種示例可與第二拼接體4的第二個示例匹配。
需要說明的是,當采用圖7所示的第二拼接體4時,可在第二拼接體4表面包裹玻璃纖維布,可防止第二拼接體4松動。
在本實施方式中,第一拼接體3和第二拼接體4均可采用PET、PVC、木材或者竹子等輕質材料,在進行填充和固定的同時,有利于減輕重量,降低成本。
在本實施方式中,螺栓套組件2可包括螺栓套21和玻璃纖維層22,螺栓套21包括套體211、第一凸臺212和多個第二凸臺213,內螺紋201形成于螺栓套21內。
第一凸臺212形成于套體211的側面上遠離第二拼接體4的一端,多個第二凸臺213沿遠離第一凸臺211的方向依次間隔形成于套體211的側面上,即在套體211上形成多圈凸臺,且第二凸臺213小于第一凸臺211。
玻璃纖維層22包覆并貼合螺栓套21側面上除第一凸臺212外緣以外的區域,且玻璃纖維層22外表面與第一凸臺212外緣平齊,螺栓套21可做噴砂處理,提高表面粗糙度,使螺栓套21與玻璃纖維層22結合的更加牢靠,有利于防止拔出。從而可通過玻璃纖維層22使螺栓套21更加穩固,且由于第一凸臺211位于距離第二拼接體4的一端,即遠離風電葉片頂部的一端,第一凸臺211的端面位于所述風電葉片的根部結構最外側。因此,使玻璃纖維層22包覆并貼合螺栓套21側面上除第一凸臺212外緣以外的區域,可防止玻璃纖維層22完全位于本體1內,避免露出,防止玻璃纖維層22露出的部分翹起或損壞而導致玻璃纖維層22被拖出或損壞。
在本實施方式中,玻璃纖維層22的結構也有多種,但不以此為限,例如:可采用玻璃纖維布覆蓋包裹螺栓套21側面上除第一凸臺212外緣以外的區域,填滿第二凸臺213間的空隙,并使玻璃纖維布2外表面與第一凸臺212外緣平齊;還可采用成型工藝利用玻璃纖維材料直接在螺栓套21上形成玻璃纖維層21;或者還可以采用玻璃纖維材質的粗紗,通過在螺栓套21上纏繞所述粗紗形成玻璃纖維層21。由于粗紗的成本較低,且操作簡單,并有利于與螺栓套緊密貼合,不易存在間隙,因此,玻璃纖維層22可由纏繞的玻璃纖維的粗紗形成。
在本實施方式中,螺栓套21上的第二凸臺23有多種形式,例如:如圖10和圖11所示,圖10是圖1中螺栓套的第一個示例的結構示意圖,圖11是圖10中的螺栓套的剖視圖,第二凸臺23可為環形結構,且第二凸臺23的徑向截面為梯形。
螺栓套21的至少一個第二凸臺23為錐形結構,且錐形結構的小端朝向第二拼接體4設置,即朝向風電葉片的頂部的方向,形成倒鉤形結構,從而可進一步防止螺栓套21拔出,進一步提高可靠性。具體如圖12和圖13所示,圖12是圖1中螺栓套的第二個示例的結構示意圖;圖13是圖12中螺栓套的剖視圖,螺栓套21各個第二凸臺23均為上述的錐形結構;如圖14和圖15所示,圖14是圖1中螺栓套的第三個示例的結構示意圖;圖15是圖14中螺栓套的剖視圖;螺栓套21部分第二凸臺23為上述的錐形結構,另一部分第二凸臺23與螺栓套21的第一個示例中的第二凸臺23相同。
在本實施方式中,螺栓套21靠近第二拼接體4一端為封閉結構,具體可通過焊接堵頭、預埋螺釘,使用密封件過盈配合等密封方式進行密封,但不限于此,從而防止灌注的樹脂進入螺栓套21內覆蓋內螺紋201,避免造成螺栓與螺栓套21無法配合,有利于保證風電葉片的根部結構與輪轂的正常安裝。
在本實施方式中,第二拼接體4沿本體1的徑向設有多個徑向孔(圖中未示出),且各個所述徑向孔形狀均可以為圓形或其它形狀,徑向孔的目的是利于在生產中采用真空灌注成型工藝進行制造葉片根部。
在本實施方式中,多個所述徑向孔可陣列分布于第二拼接體4上,例如,多個所述徑向孔可成矩形陣列(徑向孔的目的是方便生產與受力無關)。
在本實施方式中,多個所述徑向孔的直徑可約為2mm,但不以此為限,同時,多個所述徑向孔可成矩形陣列分布,即多個所述徑向孔可排成多行和多列,且每一行和每一列的所述徑向孔中,相鄰兩個所述徑向孔的間距為20mm。
在本實施方式中,螺栓套21和螺栓套組件2的形狀可以有多種,但不以此為限,例如:螺栓套21可方形螺栓套,螺栓套組件2也為方形結構,或者螺栓套21也可為圓形螺栓套,且螺栓套組件2為圓柱形結構。
但由于方形螺栓套制造工藝較為復雜,且在內徑相同的情況下,方形螺栓套相較于圓形螺栓套的用料更多,使得因而重量更大,且方形螺栓套具有棱角,各處受力情況復雜,難以保證均勻受力,容易局部受損。因此,優選螺栓套21也為圓形螺栓套,且螺栓套組件2為圓柱形結構。
當螺栓套21也為圓形螺栓套,且螺栓套組件2為圓柱形結構時,第一拼接體3的第一凹槽311的表面相應的優選圓弧形面,具體可參照第一拼接體3的第一個示例和第二個示例,以便匹配。
如圖16所示,圖16是本發錦工電葉片的根部結構的制造方法一實施方式的流程圖,所述制造方法用于制造所述風電葉片的根部結構,所述制造方法包括如下步驟:
S1、提供一可用于成型風電葉片的根部結構的模具5;
S2、鋪設外玻璃纖維層11,在模具5內與根部結構外壁對應的位置鋪設外玻璃纖維層11;
S3、安裝螺栓套組件2,將螺栓套組件2置于外玻璃纖維層11上并保持固定;
S4、安裝第二拼接體4,將第二拼接體4抵靠于螺栓套組件2靠近風電葉片頂部的一端;
S5、安裝第一拼接體3,在螺栓套組件2的兩側分別放置第一拼接體3,使第一拼接體3的凹部301表面與螺栓套組件2匹配貼合;
S6、重復步驟S3-步驟S5,直至安裝完所有的螺栓套組件2、第二拼接體4和第一拼接體3,如圖17所示;
S7、鋪設內玻璃纖維層12,內玻璃纖維層12覆蓋螺栓套組件2、第一拼接體3和第二拼接體4;
S8、灌注成型,向模具5內灌注樹脂,加熱固化,外玻璃纖維層11可用于形成本體1的外壁,內玻璃纖維層12可用于形成本體1的內壁,如圖18所示。
在本實施方式中,第一拼接體3可采用拉擠工藝制備,并保持表面粗糙,以增大摩擦力,表面處理的方式可采用脫模布拉擠成型,或者也可以直接進行打磨。
在本實施方式中,可將螺栓套組件2固定在專用的法蘭或其他工裝上,然后再將螺栓套組件2置于外玻璃纖維層11上,通過保持法蘭或其他工裝固定即可使螺栓套組件2在外玻璃纖維層11上保持固定。
本發明實施例還提供了一種風電葉片,所述風電葉片包括上述任一實施例所述的風電葉片的根部結構。
本發明實施例的風電葉片的根部結構及其制造方法、風電葉片,通過所述第一拼接體可將所述螺栓套組件和所述第二拼接體夾緊定位。由于任一所述螺栓套組件和與其抵靠的所述第二拼接體均與所述第一拼接體兩側的所述凹部匹配貼合,即任一所述螺栓套組件和與其抵靠的所述第二拼接體均與所述第一拼接體的兩側隨形貼合,從而有利于增大所述螺栓套組件和所述第一拼接體的接觸面;也有利于增大所述第二拼接體和所述第一拼接體的接觸面。避免在注入樹脂后,在所述螺栓套組件周圍形成富樹脂堆積或灌注空腔,從而有利于增大所述螺栓套組件和周圍材料的粘合力,降低了所述螺栓套組件從所述根部結構拔出的風險。同時,由于所述螺栓套組件和所述第一拼接體的接觸面增大,使得所述螺栓套組件和所述第一拼接體間的摩擦力增大,從而進一步降低所述螺栓套組件從所述根部結構拔出的風險。從而可提高產品的可靠性,也就是使所述根部結構和具有所述根部結構的風電葉片更加可靠,此外,由于所述拼合件包括多個第一拼接體和多個第二拼接體,便于成型制造,并可分別獨立安裝,方便操作。所述內嵌體包括拼接的多個螺栓套組件和所述拼合件,所述拼合件與所述螺栓套組件互相夾緊,不易松脫,使得內嵌體的結構緊湊、穩固,有利于進一步提高產品可靠性,且便于制造。
應可理解的是,本發明不將其應用限制到本說明書提出的部件的詳細結構和布置方式。本發明能夠具有其他實施方式,并且能夠以多種方式實現并且執行。前述變形形式和修改形式落在本發明的范圍內。應可理解的是,本說明書公開和限定的本發明延伸到文中和/或附圖中提到或明顯的兩個或兩個以上單獨特征的所有可替代組合。所有這些不同的組合構成本發明的多個可替代方面。本說明書所述的實施方式說明了已知用于實現本發明的最佳方式,并且將使本領域技術人員能夠利用本發明。
本發明涉及風電葉片,尤其與風電葉片的連接方法有關。
背景技術:
目前,風電葉片的連接多采用直接預埋法,就是將螺栓套等結構預埋于風電葉片中,再通過螺栓與螺栓套的配合實現葉片的連接。這種方法,會導致葉片局部出現空腔等問題,造成葉根不穩定,也會影響到其外觀結構。另外,該種方法中螺栓套與葉片之間只能采用膠粘的方法,連接強度較差,而且該結構還會因葉片打孔造成浪費,并且影響葉片自身強度。
技術實現要素:
針對現有技術中存在的問題,本發明的目的為提供一種連接可靠、穩定性高、連接強度高,且不會破壞葉片結構的風電葉片連接方法。
為實現上述目的,本發明的技術方案如下:
一種風電葉片連接方法,應用于風電葉片與發電機組的連接,所述方法包括:
制作成型連接裝置,該連接裝置為環狀體結構,環狀內外面層均為玻璃鋼結構,中部具有多個沿體結構延伸的螺紋孔;
該連接裝置與所述風道葉片的葉根蒙皮通過粘接方式固定在一起;
通過多個螺栓將該連接裝置與所述發電機組連接在一起,其中該多個螺栓與該多個螺紋孔一一對應相連。
在一可選的實施例中,該玻璃鋼結構包括多個相互結合的玻璃鋼外結構,該多個螺紋孔由多個金屬螺栓套形成,所述玻璃鋼外結構與所述金屬螺栓套一一對應。
在一可選的實施例中,將金屬螺栓套、樹脂和增強材料一起放入模具模 腔中固化成型,使所述金屬螺栓套固結于所述玻璃鋼外結構中。
在一可選的實施例中,所述玻璃鋼外結構外周面上具有間隔設置的凸凹臺。
在一可選的實施例中,所述玻璃鋼外結構與所述金屬螺栓套相結合的內周面上具有間隔設置的凸凹臺。
在一可選的實施例中,先將樹脂和增強材料等放入模腔中固化,作出玻璃鋼外結構的分體,再將所述金屬螺栓套放入兩玻璃鋼外結構的分體中,對粘成型。
在一可選的實施例中,所述金屬螺栓套與所述玻璃鋼外結構相結合的外周面沿軸向呈錐形結構。
在一可選的實施例中,所述玻璃鋼外結構軸向為外口小里口大的燕尾型結構。
在一可選的實施例中,所述玻璃鋼外結構由對模模具壓制而成。
在一可選的實施例中,所述玻璃鋼外結構采用環氧樹脂、不飽和聚酯樹脂、乙烯基樹脂、聚氨酯樹脂和其他熱固性樹脂中任一種材料制成,增強材料為玻璃纖維制品或碳纖維制品。
本發明的有益效果在于,本發明與現有技術相比,本發明中通過一整體的連接裝置與葉片葉根蒙皮之間粘接,不會破壞葉片整體結構,螺紋孔成型于連接裝置中,通過螺栓在該螺紋孔與風電機組間實現連接時,連接強度高、穩定性高。
附圖說明
下面結合附圖對本發明作進一步詳細說明:
圖1為本發明的風電葉片連接方法中連接裝置的立體結構示意圖;
圖2為本發明的風電葉片連接方法中連接裝置的平面結構示意圖;
圖3為本發明的風電葉片連接方法中連接裝置的使用狀態示意圖;
圖4為圖3的局部放大結構示意圖;
圖5為本發明的風電葉片連接方法中連接裝置第一實施例的立體結構示意圖;
圖6為本發明的風電葉片連接方法中連接裝置第一實施例另一形式的立 體結構示意圖;
圖7為本發明的風電葉片連接方法中連接裝置第一實施例另一形式的剖視結構示意圖;
圖8為本發明的風電葉片連接方法中連接裝置第二實施例的立體結構示意圖;
圖9為本發明的風電葉片連接方法中連接裝置第二實施例的分解結構示意圖。
具體實施方式
體現本發明特征與優點的典型實施例將在以下的說明中詳細敘述。應理解的是本發明能夠在不同的實施例上具有各種的變化,其皆不脫離本發明的范圍,且其中的說明及附圖在本質上是當作說明之用,而非用以限制本發明。
本發明的風電葉片連接方法,應用于風電葉片與發電機組的連接,所述方法包括:
制作成型連接裝置,該連接裝置為環狀體結構,環狀內外面層均為玻璃鋼結構,中部具有多個沿體結構延伸的螺紋孔;
該連接裝置與所述風道葉片的葉根蒙皮通過粘接方式固定在一起;
通過多個螺栓將該連接裝置與所述發電機組連接在一起,其中該多個螺栓與該多個螺紋孔一一對應相連。
在一可選的實施例中,該玻璃鋼結構包括多個相互結合的玻璃鋼外結構,該多個螺紋孔由多個金屬螺栓套形成,所述玻璃鋼外結構與所述金屬螺栓套一一對應。
圖1和圖2分別示出了本發明的風電葉片連接方法中連接裝置的立體和平面結構示意圖。如圖1和圖2所示,本發明中,風電葉片連接裝置100包括玻璃鋼外結構1和金屬螺栓套2,金屬螺栓套2固結于玻璃鋼外結構1中。而且,玻璃鋼外結構1和金屬螺栓套2均為多個,且相互一一對應,并呈環形排列,最終封閉形成一個圓形,以與葉片剖面形狀相配。
圖3和圖4示出了本發明的風電葉片連接方法中連接裝置100的使用狀態示意圖。如圖3和圖4所示,本發明的風電葉片連接裝置100與風電葉片3相連,特別是與風電葉片3的葉根蒙皮相連,其連接方式例如為粘接,也 可以根據情況選擇其他連接方式。金屬螺栓套2可以通過螺栓與發電機組相連,從而實現風電葉片與發電機組的連接。
圖5、圖6和圖7示出了一具體實施例的風電葉片連接方法中連接裝置101的結構示意圖。如圖5、圖6和圖7所示,在該實施例中,連接方法中連接裝置101包括玻璃鋼外結構11和金屬螺栓套21。該實施例中,每一玻璃鋼外結構11與每一1金屬螺栓套21之間均采用一體成型結構,具體成型方法請參考下述方法介紹。
在該實施例中,玻璃鋼外結構11的外周面上還可以具有間隔設置的凸凹臺111,以方便各玻璃鋼外結構11之間的連接。另外,玻璃鋼外結構11與金屬螺栓套21相結合的內周面上也可以具有間隔設置的凸凹臺112,以提高玻璃鋼外結構11與金屬螺栓套21的固結強度。
圖8和圖9示出了另一具體實施例的風電葉片連接方法中連接裝置102的結構示意圖。如圖8和圖9所示,在該實施例中,連接裝置102包括相對設置的玻璃鋼外結構分體12、13和金屬螺栓套22。該實施例中,每一對玻璃鋼外結構分體12和13相互對接,形成玻璃鋼外結構整體,并將金屬螺栓套22固結于其中。其中玻璃鋼外結構分體12和13可大小相同,結構對稱,以方便加工和組裝。在該實施例中,金屬螺栓套22與玻璃鋼外結構相結合的外周面沿軸向呈錐形結構,如圖9所示,其目的為加強金屬螺栓套22與玻璃鋼外結構之間的固結強度。
另外,本發明的玻璃鋼外結構由對模模具壓制而成,加壓方式包括機械加壓或真空輔助加壓。對模成型模具一般為金屬材料,模具由上下模組成,上下模之間空腔形成玻璃鋼外結構的外形輪廓。
在本發明的方法中,金屬螺栓套和玻璃鋼外結構整體可以一次成型,即將金屬螺栓套、樹脂和增強材料等一起放入模具模腔中固化成型;也可以分次成型,即先將樹脂和增強材料等放入模腔中固化,做成哈夫型玻璃鋼外結構分體半殼,再將金屬螺栓套放入兩瓣玻璃鋼中對粘成型。
該本發明的方法中,玻璃鋼外結構內壁光滑或環向有凸凹臺,軸向為外口小里口大的燕尾型結構,外側光滑或環向有凸凹臺,軸向為外口小里口大的燕尾型結構。再者,玻璃鋼外結構采用環氧樹脂、不飽和聚酯樹脂、乙烯基樹脂、聚氨酯樹脂和其他熱固性樹脂中任一種材料制成,增強材料為玻璃 纖維制品或碳纖維制品。
本發明的有益效果在于,本發明與現有技術相比,本發明中通過一整體的連接裝置與葉片葉根蒙皮之間粘接,不會破壞葉片整體結構,螺紋孔成型于連接裝置中,通過螺栓在該螺紋孔與風電機組間實現連接時,連接強度高、穩定性高。
本發明的技術方案已由可選實施例揭示如上。本領域技術人員應當意識到在不脫離本發明所附的權利要求所揭示的本發明的范圍和精神的情況下所作的更動與潤飾,均屬本發明的權利要求的保護范圍之內。
山東錦工有限公司
地址:山東省章丘市經濟開發區
電話:0531-83825699
傳真:0531-83211205
24小時銷售服務電話:15066131928

