轉動方式為三角皮帶傳動。其基本工作原理是有個近似橢圓形的機殼與兩塊墻板包容成一個氣缸(機殼上帶排氣口和進風口),當兩風機葉輪橫斷面的長軸相互平行時,其“嚙合點”恰好落在兩轉子中心連線的中點(節點)上。兩風機葉輪之間、風機葉輪與墻板之間及風機葉輪與機殼之間,均需保持一定的間隙,一確保風機的正常運轉。如果間隙過大,則被壓縮機的氣體借助間隙的回流提升,直接影響風機的工作效率;如果間隙過小,由于熱膨脹可能導致風機葉輪與機殼或者風機葉輪相互產生碰撞,直接影響風機的正常工作。
1、風機葉輪與墻板之間的間隙調整
如果發現三葉羅茨風機葉輪端面與機殼側壁墻板相摩擦,可以使用塞尺檢測風機葉輪與機殼側壁的間隙,將固定滾動軸承蓋螺釘軒出,在靠皮帶輪(或聯軸器)端的軸承座與滾動軸承蓋間提升或抽取墊紙來調整,使風機葉輪作軸向移動。依據所測間隙而定。效正完畢,再講;螺栓按順序對稱地旋緊,將滾動軸承蓋固定好。
2、風機葉輪與機殼之間的徑向間隙調整
滾動軸承的原始徑向縫隙值基本都是依據滾動軸承的精度等級確定的,如果發現風機葉輪外端與機殼摩擦時,將風機齒輪箱蓋拆除,松動風機兩端殼螺栓,取下定位銷。在傳動齒輪和另一側的皮帶輪(或聯軸器)上分貝上外徑表頭。用銅錘輕輕地對稱地擊打傳動齒輪和另一側的皮帶輪(或聯軸器)每輕擊一次,用塞尺測量一次。不斷進行,直到間隙符合要求為止,然后兩端殼螺栓對稱擰緊。
卸下定位銷,擰松螺旋栓,轉到皮帶輪就可以調整,調整好間隙后,擰緊螺栓,應該重新修訂整定位銷孔,擰緊定位銷。
松開電機的緊固螺栓及兩個自動調節螺栓,自動調節電機與主機的前后相對位置,使皮帶輪前后對齊,稍稍擰緊四個緊固螺栓,自動調節風機與電極之間的螺栓,在相應調整電機外側的自動調節螺栓,是的在電機與主機平行的情況下緊皮帶。
三葉羅茨風機內部間隙的調整對風機本身非常關鍵,調間隙要用塞尺不斷測試,如果你沒有維修過,建議不要拆泵,泵的型號規格有所不同,間隙值也有所不同。
三葉羅茨風機間隙較大如何調整?羅茨滾動軸承孔在墻板上的位置已定,因而總間隙的數值是確定的,所謂間隙調整,主要是對節點上的錐面間隙和非錐面間隙進行分配。運轉時,由于軸的扭轉變形及傳動齒輪磨損等原因,錐面間隙趨于縮小,而非錐面間隙趨于增大。為確保鼓風機長時間安全可靠運轉,裝配時可將錐面間隙調大一點,非錐面間隙調小一點。采用軟齒面齒輪傳動時,傳動齒輪磨損較快,一般將錐面間隙取為總間隙的2/3左右,非錐面間隙取為總間隙的1/3左右。當傳動齒輪為硬齒面時,傳動齒輪磨損很慢,錐面間隙和非錐面間隙可大致相等。
山東錦工環保設備有限公司為您詳細解讀fkIpKi寧夏羅茨風機間隙多少錢的相關知識與詳情,3、運轉中查抄:
(1)調理接觸氧化池的進風口閥門,使之均勻曝氣;
(2)溶解氧控造正在2~4mg/L(通過溶氧儀讀出)。
(3)運轉初期由于光滑油的粘滯而有樂音和電流過高的情況,運轉10~20分鐘可自行消失。
(4)流量大小不克不及通過開關閥門來調整。該風機是容積形壓縮機,通過調整轉速來改動流量和軸功率;
(5)壓力表開關處于常閉形態,如需測定壓力時可將壓力表開關翻開。
正在當前的形式下,已建立脫硫設備的煤電機組大約有.億千瓦,大大都的火電煙氣脫硫安裝大多接納的是石灰石石膏濕法脫硫工藝。正在脫硫設備的煤電機組中大約有比例超越%使用的那種脫硫工藝。為了維持經濟效益,大大都火電的摻燒比重也正在不竭的升高,從而來彌補由于近年來國內火電電煤量量下降的問題。正是由于那一問題,已經開端有部門的電正在燃煤品種上和設想的煤種有太大的出入,不只如此,有很多的脫硫工程,都是為了需要正在短期內建成的,存正在著諸多的問題,而且還存正在排放不達標的情況,那根據要求,那一部門電的排放系統都不克不及一般停止。近幾年來,全國的煤電機組都正在不竭地停止改拆去適應愈加嚴格的排放尺度,但是照舊有%的機組處于待改拆階段。機組改拆形式照舊有待加強,為了更好地適應脫硫排放尺度。
(6)同一機型樂音也有差別,因為風機正在機器設備室內的位置及配管情況差別會形成樂音的差別。
4、關機查抄:
(1)漸漸翻開”排氣閥” 至全開。
(2)按下電控箱上的”停行”按鈕。
使用操縱
1、應對風機各部件全面停止查抄,機件能否完好,各螺栓、螺母的連接松緊情況、各緊固件和定位銷的安拆量量、進排氣管道和閥門安拆量量等。
2、為了包管鼓風機寧靜運轉,不允許承載管道、閥門、框架等外加負荷。
3、查抄鼓風機取電動機的找中、找正量量。
4、查抄機組的底座四周能否全部墊實,地腳螺栓能否緊固。
5、向油箱注入劃定牌號之機器設備油至油位線之中,光滑油牌號為N220的中負荷工做齒輪油。
6、查抄電動機轉向能否契合指向要求。
7、正在皮帶輪(聯軸器)處應安拆皮帶罩(防護罩),以包管操縱使用的寧靜。
8、全部翻開鼓風機進、排氣口閥門,盤動風機轉子,應動彈靈敏,無碰擊和磨擦等現象,確認一切一般情況下,方可啟動風機停止試運轉使用。
9、鼓風機空負荷試運轉
⑴寧夏拆或大修后的風機都應顛末空負荷試運轉。
⑵羅茨鼓風機空負荷運轉的概念是:正在進排氣口閥門全開的條件下投入運轉。
⑶沒有不一般的氣息或冒煙現象及碰碰或摩擦聲,軸承部位的徑向振動速度不大于6.3mm/s。
⑷空負荷運轉30分鐘閣下,如情況一般,即可投入帶負荷運轉,如發現運轉不一般,停止查抄排除后仍需做空負荷試運轉。鼓風機在夜間運行期間,沒采取任何隔音措施,鼓風機車間現場所測得的噪音分貝均值為 dB。
10、鼓風機一般帶負荷持續運轉
⑴要求逐漸遲緩地調理,帶上負荷曲至額定負荷,不允許一次即調理至額定負荷。例如羅茨風機bestblower出口的止回閥不靈活,運行時沒有處于全開狀態,風機出口阻力大,壓力和電流都升高;
根據速度傳感器的檢測,能夠求出轉差頻次△f,再把它和速度設定值f相疊加,以該疊加值做為逆變器的頻次設定值f*,就實現了轉差抵償。那種實現轉差抵償的閉環控造方式稱為轉差頻次控造方式。取Uf控造方式比擬,其調速精度大為進步。但是使用速度傳感器求取轉差頻次,要針對詳細電動機的機器設備特性調整控造參數,因而那種控造方式的通用性差。
⑵所謂額定負荷,系指進、排氣口之間的靜壓差,按銘牌上的標定壓力值。正在排氣口壓力一般情況下,須留意進氣口的壓力變革,以免超負荷。由于羅茨泵是一種無內壓縮的真空泵,通常壓縮比很低,故高中真空泵需要前級泵。
動彈件轉子正在運轉中城市發作振動,轉子的振幅隨轉速的刪大而刪大,到某一轉速時振幅到達大值(也就是平常所說的共振),超越那一轉速后振幅隨轉速刪大逐步減少,且不變于某一范疇內,那一轉子振幅大的轉速稱為轉子的臨界轉速。那個轉速等于轉子的固有頻次,當轉速繼續刪大,接近倍固有頻次時振幅又會刪大,當轉速等于倍固有頻次時稱為二階(級)臨界轉速 ,依次類推有三階四階…………
⑶風機一般工做中,嚴禁完全封閉進、排氣口閥門,應留意定期察看壓力情況,超負荷時寧靜閥能否動做排氣,不然應及時調整寧靜閥,禁絕超負荷運轉。由于受到內泄漏的影響, 其進氣流量總有一些脈動, 但要比三葉直葉的要小。
⑷由于羅茨鼓風機的特性,不允許將排氣口的氣體長時間地間接回流入鼓風機的進氣口(改動了進氣口的溫度),不然勢必影響機械的寧靜,如需采納回流調理,則必需接納冷卻措施。風量調節的工作原理是進風管溫度壓力和進風壓差經補正計算后得出實際風量值PV與目標風量值SP進行比較,經PID計算后得到相應的值,輸出給伺服閥,控制靜葉角度的改變。
⑸要經常留意光滑油的油量位置,定期查抄,并做好記載,確保油量。可接納主動注入光滑油的方式,停止羅茨風機的機械工具調養,如圖所示:羅茨鼓風機潤滑系統包括主油泵手動油泵電動油泵油過濾器水冷器及安全閥等管道附件。
11、泊車鼓風機不宜正在滿負荷情況下忽然泊車,必需逐漸卸負荷后再泊車,以免損壞機械,關于告急泊車本則,用戶可另行訂定細則。現用羅茨鼓風機自年投運至今,已運行了年,存在設備老化嚴重配件價格昂貴維修維護量大能耗大噪音大運行不穩定等情況。
12、 鼓風機的寧靜運轉及使用壽命,取決于準確而經常地維護和調養,并應留意任何事故的苗子,除了要留意一般性維修規程外,對下述各點要著重留意。二級負荷,采取兩回線路進行供電比較合適;
運轉查抄
1、開機前查抄:
(1)查抄螺栓、螺母的連接松緊情況。
(2)查抄光滑情況,使油面處于油標中心位置。
(3)查抄皮帶張力和皮帶輪偏正。
(4)查抄電源的電壓和頻次;
(5)查抄各儀表能否一般,如有異常及時通知維修人員改換。
.頻次對羅茨鼓風機的影響。一般,超聲波鼓風機的頻次為—hz,頻次越低,空化越明顯;反之,頻次越高,空化越差。關于頻次因素涉及的鼓風機,大致可那樣認為,接納頻次低的針對較難鼓風機的污垢;頻次高的,合適于精細鼓風機場所。因而針對差別的礦石性量及陶瓷板的污染情況,可適本地調理超聲波發作器發生的頻次。
(6)將管道上的主閥門、需要運轉的風機出口閥門翻開,其它未運轉的風機出口閥門處于”封閉”形態,制止風機超負荷運轉,機械受損。
2、開機中查抄:
(1)假如需要風機運轉”工頻”時,則只需要把電控箱上相應的鼓風機開關打到”工頻”檔,然后按下”啟動”按鈕即可,寧夏風機的開關和變頻器的開關打到”停行”,留意正在按下”啟動” 按鈕之前必然要查抄一下運轉的風機出口閥門能否翻開,按下的”啟動” 按鈕的風機取實際運轉的風機能否一致。
(2)假如需要風機運轉”變頻”時,把變頻器的開關打垮”啟動”按鈕,然后把電控箱上相應的鼓風機開關打到”變頻”檔后即可,留意寧夏風機的開關處于”停行”,正在把開關打到”變頻”檔之前必然要查抄一下運轉的風機出口閥門能否翻開,按下的”變頻” 按鈕的風機取實際運轉的風機能否一致。
(3)待風機一般運轉后(一般需要1分鐘時間),然后將排氣閥漸漸的封閉,以免由于封閉過快,形成風機瞬時電流過大燒壞電機。
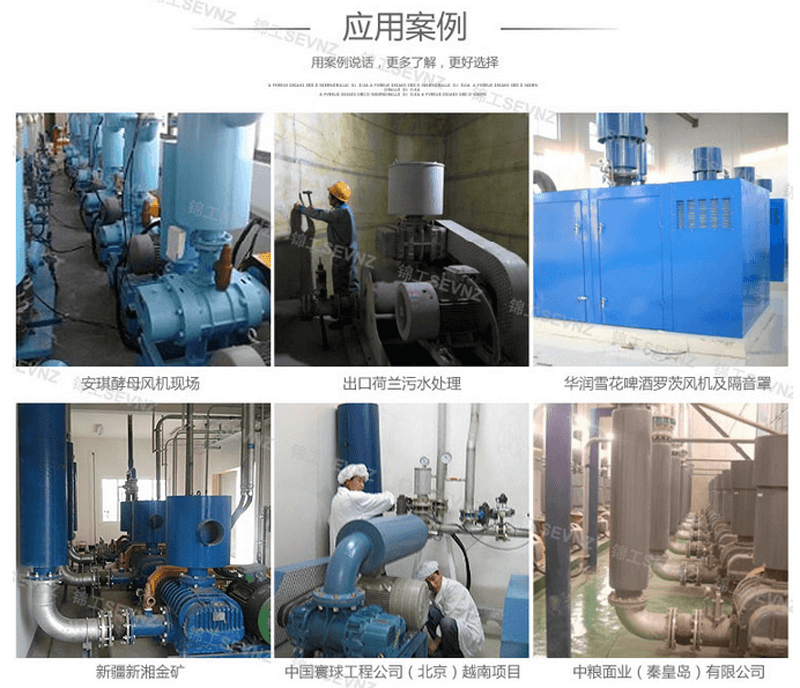
公司主導產品“錦工”牌XHWR型系列三葉羅茨風機是在廣泛吸收國內外先進技術的基礎上,自主研發的新型高效三葉羅茨風機,并有兩項專利用于羅茨風機,在降噪和節能方面取得明顯效果。公司在生產過程中采用先進數控加工中心,數控龍門刨等高精度設備加工制造,產品質量達到國內先進水平。
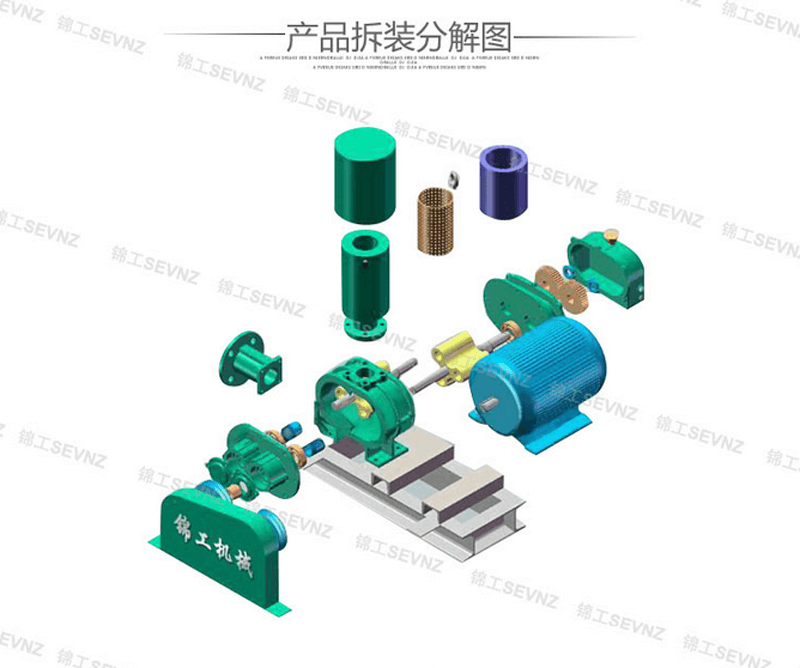
羅茨風機主要由機殼、墻板、葉輪、進出口消聲器等4大部分組成。
機殼:主要用來支撐墻板、葉輪、消聲器和固定的作用。
墻板:主要用來連接機殼與葉輪,并支撐葉輪的旋轉,以及起到端面密封的效果。
葉輪:是羅茨風機的旋轉部分,分兩葉和三葉,現在由于三葉的比兩葉的出氣脈動小、噪聲小,運轉平穩等很多優點,已逐漸代替兩葉羅茨風機。
消聲器:用減小羅茨風機的進、出由于氣流脈動產生的噪音。
羅茨風機是通過葉輪軸主動齒帶動從動齒同步相向旋轉,從而使兩葉輪之間和葉輪與墻板,葉輪與機殼之間皆具有適當的工作間隙,形成吸氣和排氣腔體。通過風機轉子旋轉,形成無內壓縮地將機體內氣體由進氣到排氣腔后排出機體,以達到鼓風目的。
為了保證羅茨風機的正常運轉,必須使兩葉輪之間、葉輪與墻板之間、葉輪與機殼之間均保持一定的間隙。
若間隙過大,會出現被壓縮出去的氣體通過間隙部分倒流回來,造成風機作功損耗,通常會顯現出來的問題是不便于調節。
若間隙過小,則由于轉子、機殼受熱膨脹,可能導致兩葉輪之間、葉輪與墻板之間、葉輪與機殼之間出現相互摩擦現象,造成機殼與轉子的磨損電機負載增大。
羅茨風機主要由雙列角接觸球軸承、齒輪副、八字葉輪、墻板、機殼等部件組成,其產生振動、發熱、異音的主要原因是其主要部件在裝配中因加工誤差或裝配不到位所產生的。
1)齒輪副
羅茨風機的運行是依靠主動齒帶動從動齒同步相向旋轉,帶動葉輪旋轉從而實現鼓風作用。因此,齒輪副中心距、齒輪箱軸孔中心距加工產生的形位誤差是造成羅茨風機振動、發熱、異音的主要原因。
2)軸承軸向游隙調整不到位、軸承座磨損造成風機振動
當發現風機振動突然增大時,首先用聽音棒聽軸承轉動是否有異音,軸承室是否發熱,軸承軸向間隙是否調整合理。這幾點問題均會影響風機振動。
3)葉輪
羅茨風機的兩葉輪相互之間、葉輪與墻板之間以及葉輪與機殼之間均應保持一定的間隙,以保證羅茨風機的正常運轉。通常在維修過程中用塞尺進行間隙測量會發現間隙過小,主要是檢修人員沒有對從動齒輪齒輪圈與齒輪轂之間的定位銷進行調整,出現定位作用失效,從而導致風機的振動、發熱等異常情況的出現。
1)解決羅茨風機齒輪副中心距偏差與齒輪箱軸孔中心距偏差的方法
雖然通過測量和理論性的推算驗證了這種誤差的存在,但是由于設備制造中已經確定了羅茨風機齒輪中心距之間的配合偏差、齒輪軸線平行度誤差、齒輪箱軸孔中心距偏差以及齒輪箱軸孔軸線平行度誤差,因此在維修中無法調整誤差。解決這些誤差只有成對更換風機齒輪、葉輪軸,降低或消除齒輪齒側間隙,消除此類故障。
2)軸承軸向游隙調整不到位、軸承座磨損造成風機振動的解決方法
首先要檢查軸承滾動體、彈道的磨損情況,再對滾動軸承游隙進行測量,看是否存在軸承軸向定位不佳,通常對軸承端蓋加減墊子壓鉛的方法來調整軸向間隙。若均在標準值范圍內,取下軸承檢查軸承是否存在跑外圈情況,若發現軸承室有磨損痕跡,可使用環氧樹脂、配一定量的鄰苯二甲酸、乙二胺進行粘接固定,可以消除此類故障。
3)通過調整從動齒定位銷位置來實現葉輪、墻板、機殼之間的間隙調整的方法
從動齒輪是由齒輪圈和齒輪轂組成,從動齒上的定位銷就是為了調節間隙而設計的。檢修羅茨風機時,在安裝齒輪副前不要固定從動齒輪的齒輪圈與齒輪轂之間的定位銷,先把從動齒輪裝入風機中。
此時主動齒輪與從動齒輪配合通過聯軸器手動盤車,調整齒輪副間隙以及之間葉輪的間隙,待間隙調整好后,將從動齒輪的齒輪圈與齒輪轂鎖緊螺栓緊固,整體從設備中拆除,重新選擇定位孔位置配鉆,此時得到的定位孔才是風機目前的精確定位尺寸,如圖2所示。
安裝后可將兩葉輪傾斜45°將從動齒輪對準主動齒輪壓入軸上,依次裝入齒輪擋圈、齒輪墊圈和鎖緊螺母。進行盤車,若不能轉動,葉輪回轉再調整齒輪的位置,直到轉動靈活沒有刮蹭或死點。
此時緊固鎖緊螺母,并在兩葉輪之間用塞尺進行測量其間隙控制在30至60絲之間,再將從動齒輪的齒輪圈和齒輪轂用鎖緊螺母緊固后拆下,在車床上配鉆。這樣就能準確地確定齒輪副齒側間隙和葉輪之間的間隙,保證了葉輪與機殼、墻板之間的間隙符合設計標準。
羅茨風機在維護保養過程中,以上三方面著手制定詳細的檢修標準和方案,可有效減少振動、發熱、異音等故障的發生。歡迎留言溝通您遇到的問題。

羅茨鼓風機的維修工作難點是間隙調整。兩個葉輪之間及葉輪與機殼和兩端墻板之間均需保持適當的間隙,以使羅茨風機能夠正常運轉,如果羅茨風機間隙過大,則氣體漏損量大,風機性能下降;反之,如間隙過小,會因羅茨風機機殼與葉輪熱膨脹尺寸不同,在運轉過程中,發生設備故障。下面山東錦工重工為大家介紹羅茨鼓風機的間隙調整:
1、轉子與機殼之間的徑向間隙
羅茨鼓風機滾動軸承的原始徑向游隙值是根據軸承的精度的等級確定的,對于內徑在φ50-φ200mm的軸承,徑向游隙值在0.03-0.1mm之間。為了避免轉子與機殼的摩擦,其間隙一般在0.25-0.7mm之間,或按說明書規定進行調節。
2、轉子與前后槍版間的軸向間隙
由于一般羅茨鼓風機的葉輪安裝都是一端采用自動調心型軸承,另一端采用外圈無擋邊的滾子軸承。因此葉輪與前后墻板之間軸向間隙調節,實質上就是通過調節雙列調心軸承的軸向位置來實現的。安裝時,雙列調心軸承內外圈的壓蓋和襯套都必須嚴格地用螺栓緊固。雙列調心軸承的磨損會引起葉輪軸向竄動,為使轉子不至于與前后墻板摩擦,其間隙一般要通過計算來確定。
3、轉子外表之間的間隙調整
轉子外表面為漸開線曲面(或其它共軛曲面),故在運轉過程中與漸開線齒輪相似,這就是能使兩轉子所有嚙合公法線上的間隙值調成為同一值的道理。
當轉子處在與水平線成45°的位置時,嚙合點正好落在兩轉子軸心連線的中點(即節點)。此處磨損小,理論上節點處是不磨損的,應在轉子處于45°時測量間隙值,轉子共有4對嚙合表面,故應測4個點。
葉輪靜態間隙的合理調整應通過軸的扭轉變形計算來確定,使風機運轉后的動態間隙值。必要時也可用以下極限調整法;在保證盤車自如的前提下,盡可能調小間隙值。
羅茨鼓風機的間隙調整山東錦工重工機械有限公司專業生產制造各類羅茨風機、羅茨真空泵、MVR蒸汽壓縮機、回轉風機等設備,承接氣力輸送系統工程,生產旋轉供料器、倉泵、料封泵、旋轉閥等各類氣力輸送設備,綜合以上所講如有遺漏或問題歡迎咨詢錦工在線客服。
山東錦工有限公司
地址:山東省章丘市經濟開發區
電話:0531-83825699
傳真:0531-83211205
24小時銷售服務電話:15066131928

